

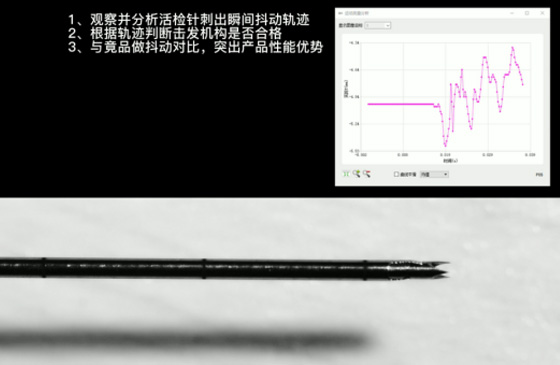
新能源汽车驱动电机的功率模块引脚焊接质量直接影响到产品的电气性能与机械稳定性。
✦传统焊接工艺的局限性✦
传统焊接工艺中,电弧放电时间微秒级,且伴随强烈弧光,导致工艺人员无法借助常规检测设备准确判断电弧实际位置与形态。电弧位置偏移、热输入不均匀容易导致虚焊、飞溅等焊接缺陷。
✦引入超高速摄像机观测✦
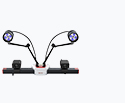
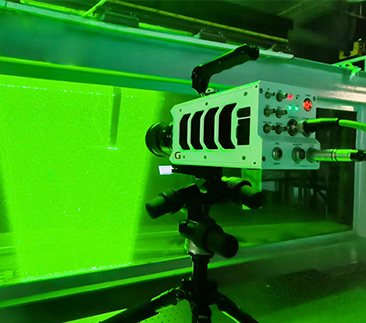
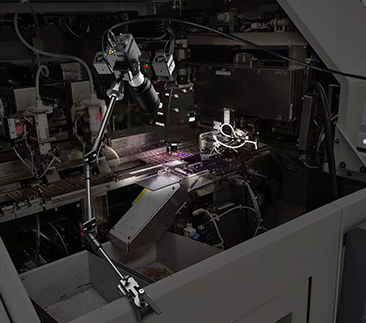
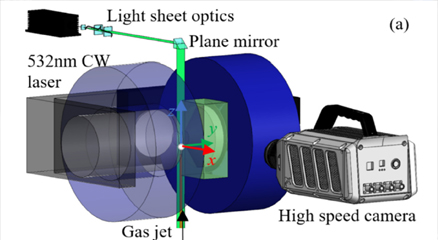
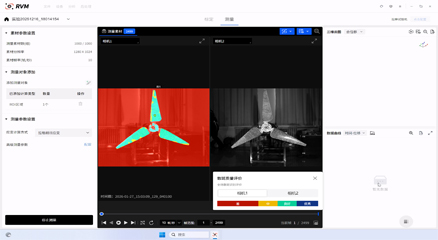
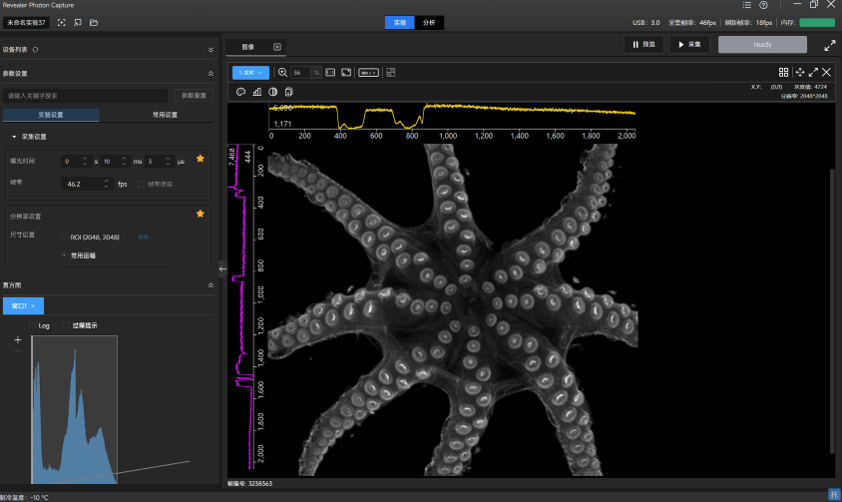
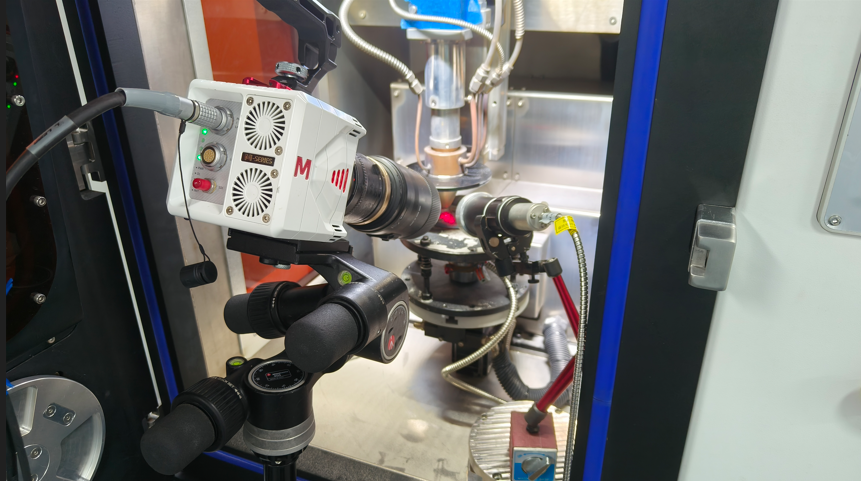
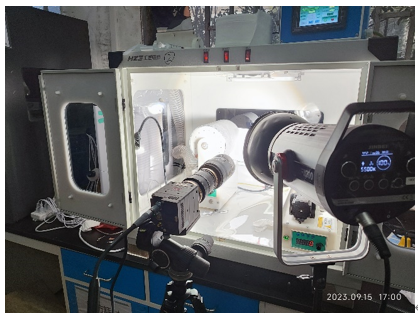
某精密电机厂的工艺工程师们引入了千眼狼Revealer 高灵敏度超高速摄像机NEO 25,以26万像素分辨率下11万帧/秒高速采集,实现对放电弧光演化全过程的微秒级解析,揭示引脚接触界面微区能量分布特征与焊缝形变的内在关联机制。

✦实验过程及解析✦
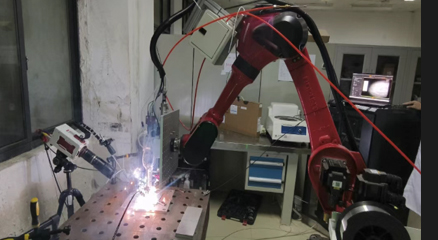
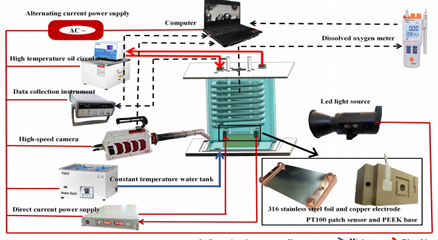
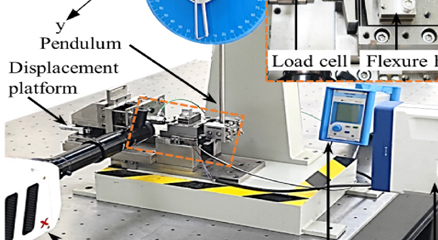
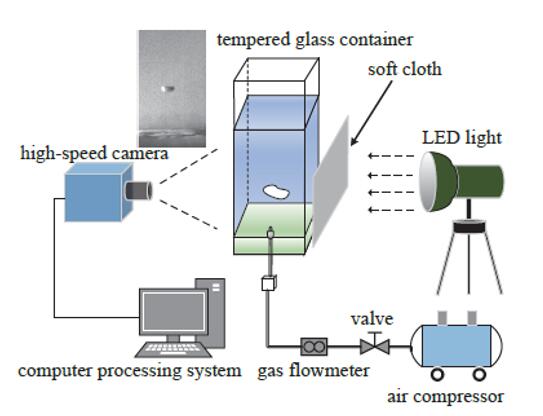
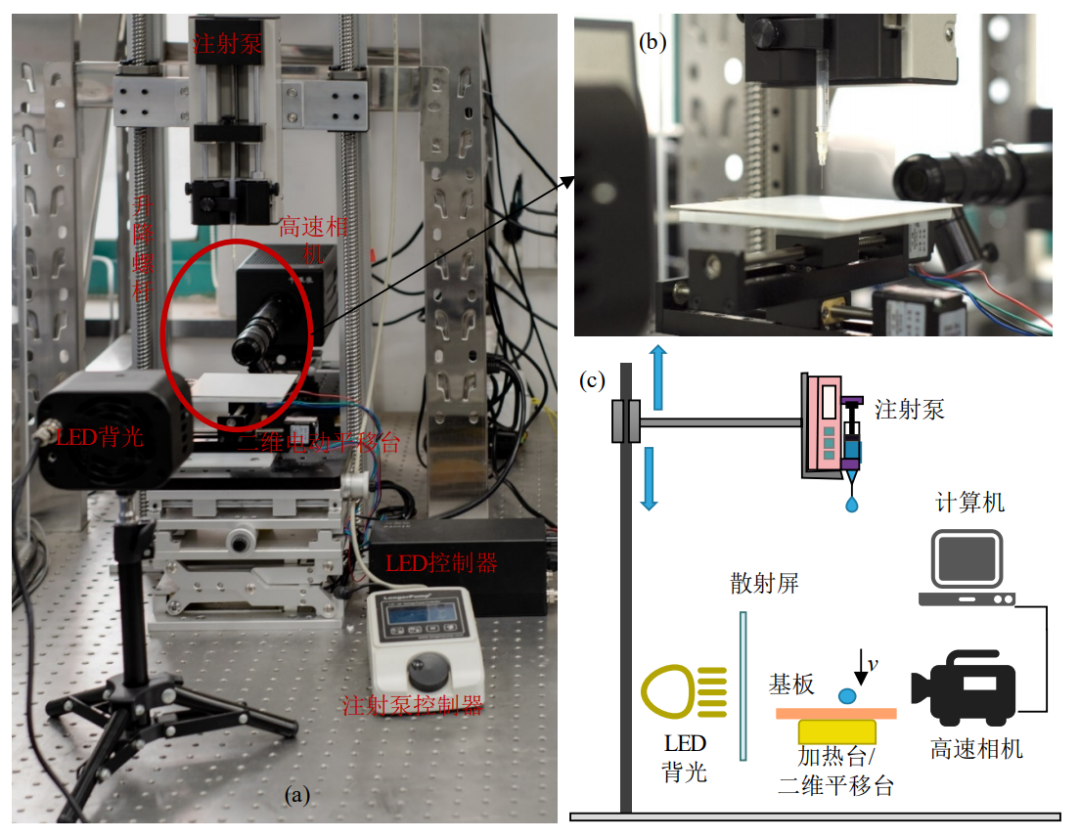
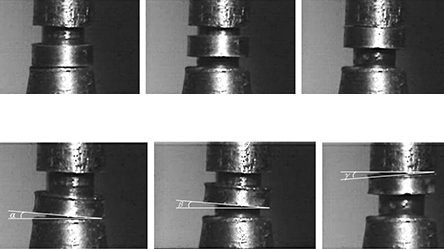
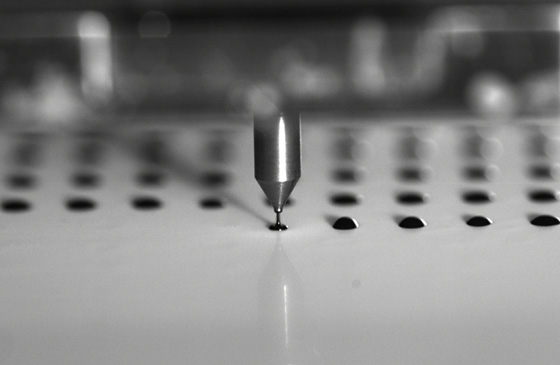
实验设置
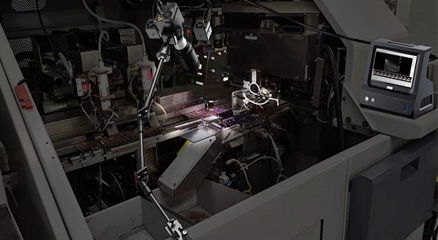
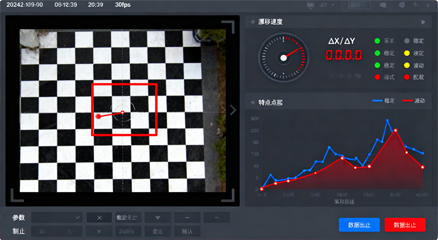
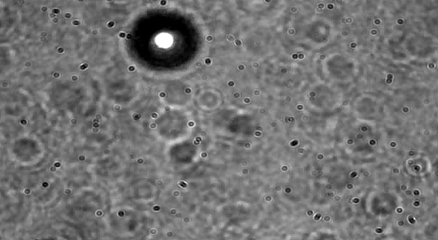
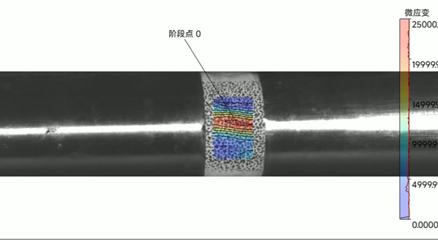
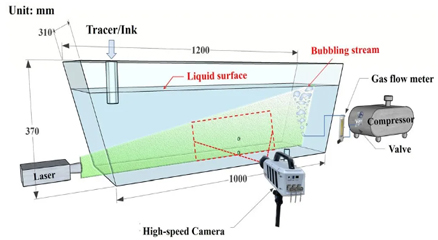
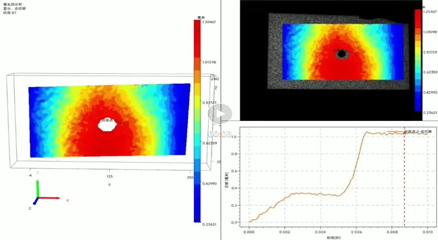
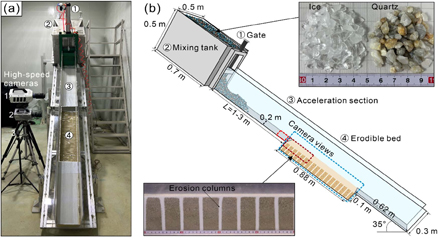
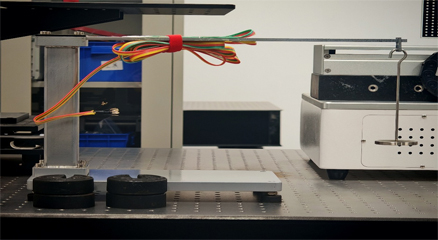
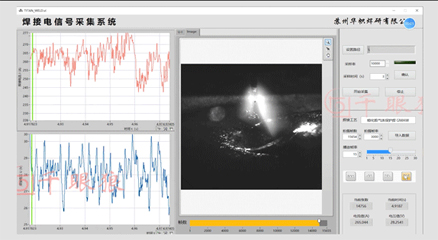
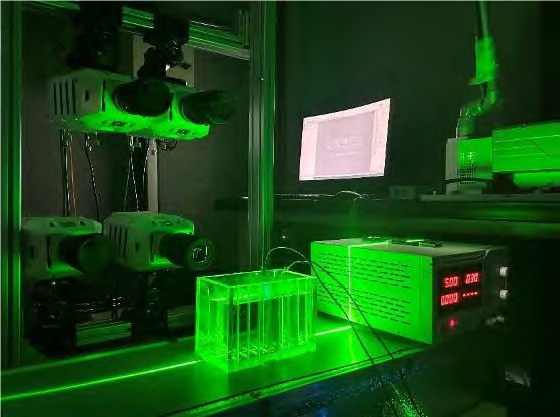
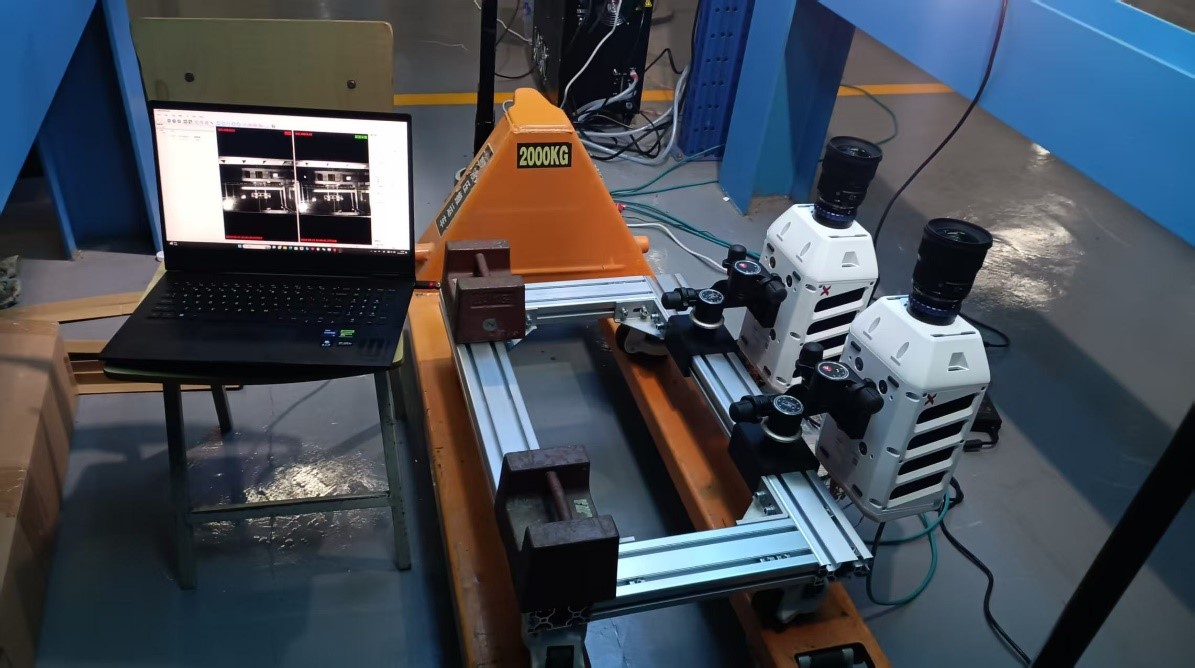
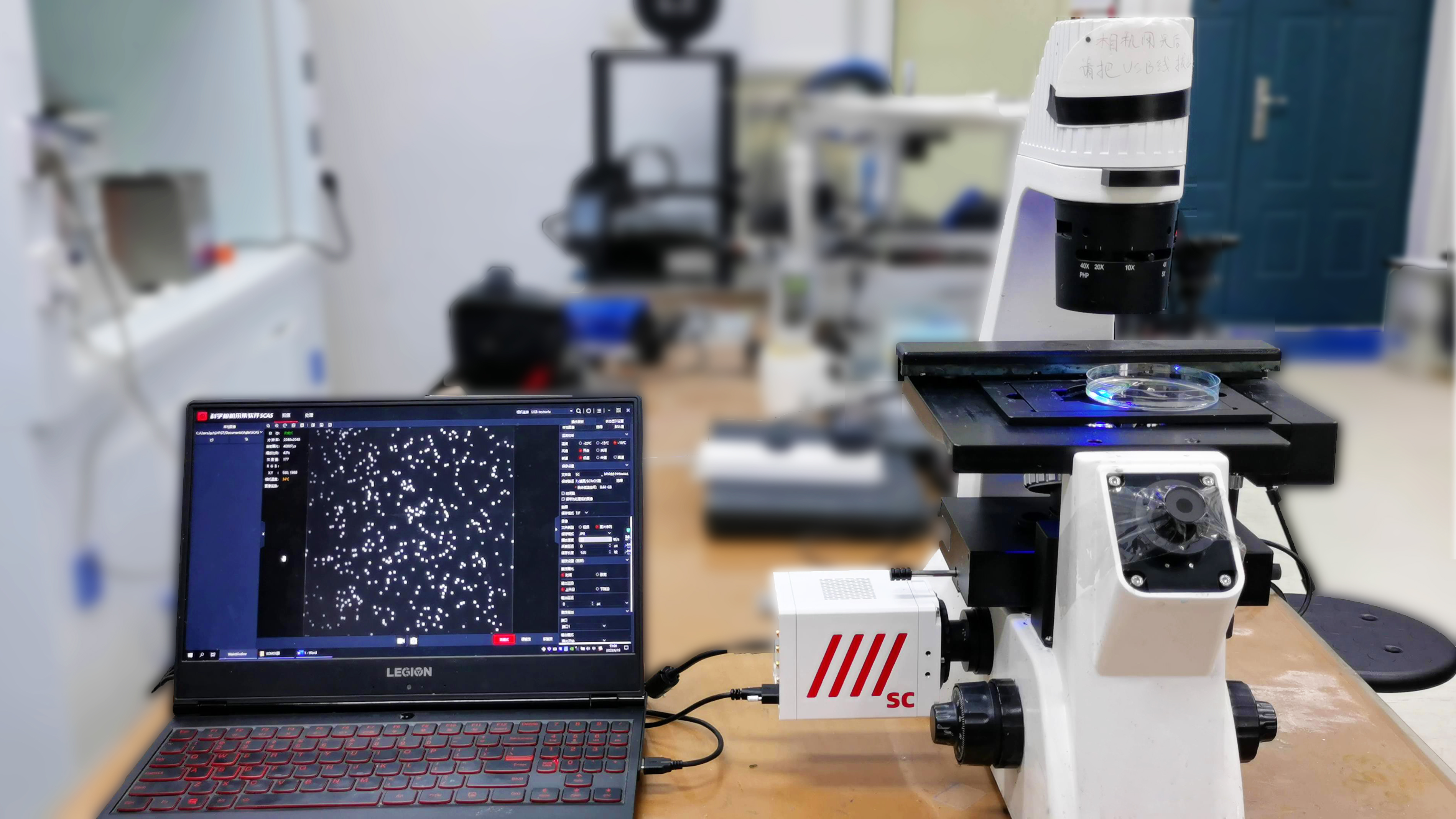
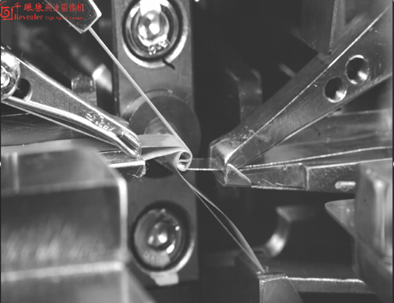
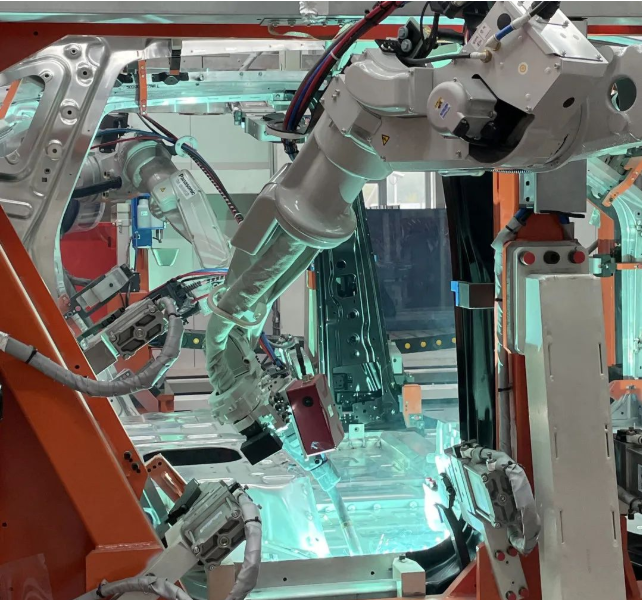
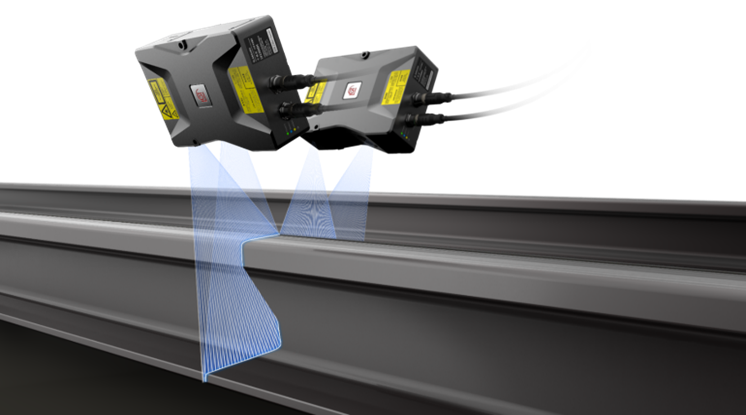
实验拍摄对象为功率模块的金属引脚,直径10mm,视场范围100mm×100mm,工作距离为15cm。选用千眼狼NEO 25高速摄像机,进行ROI裁剪,帧率高达110,000fps,采用图像智能触发方式锁定放电瞬间。
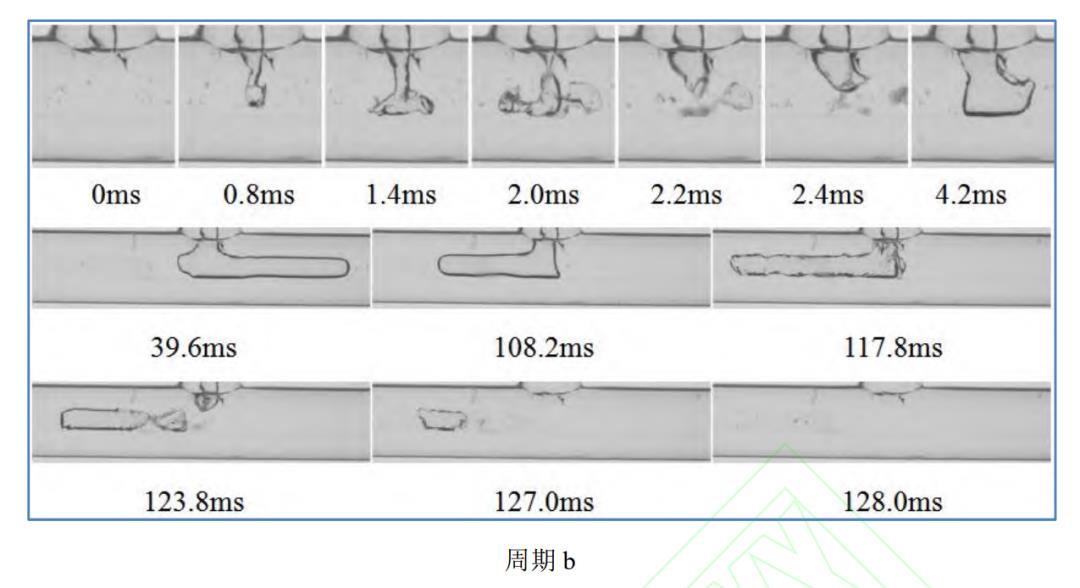
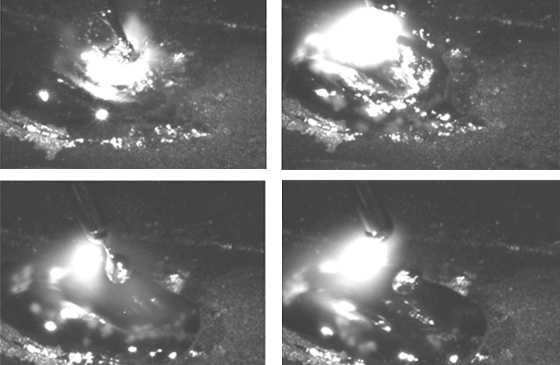
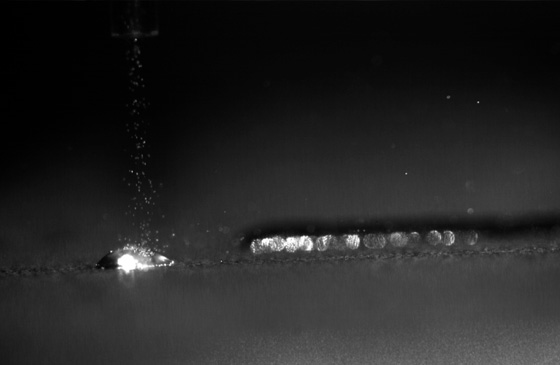
电弧放电动态特性
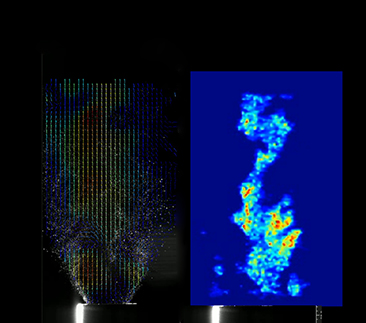
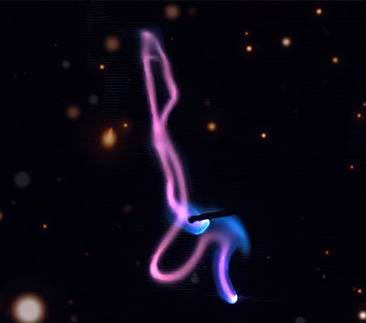
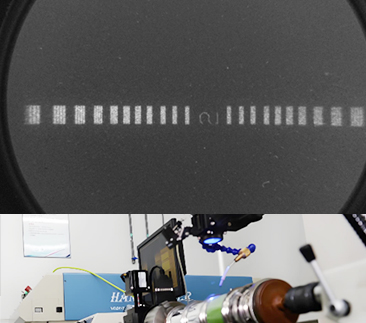
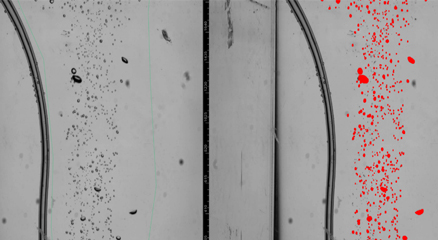
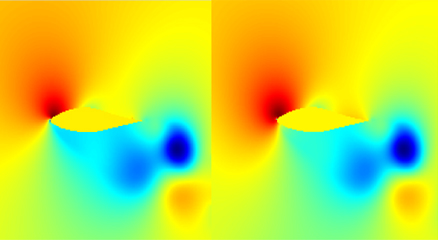
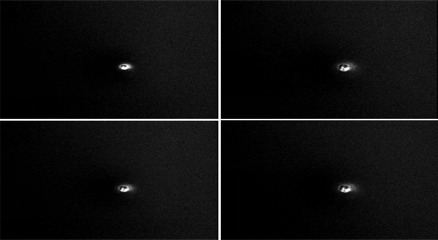
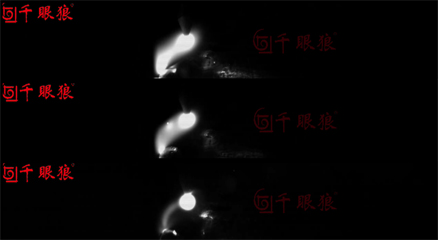
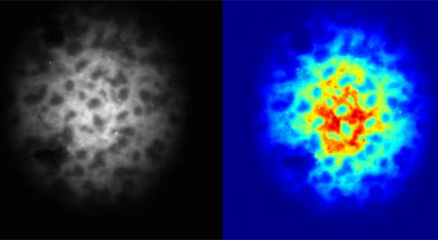
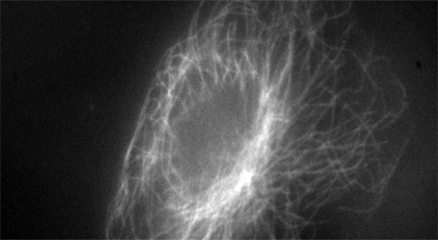
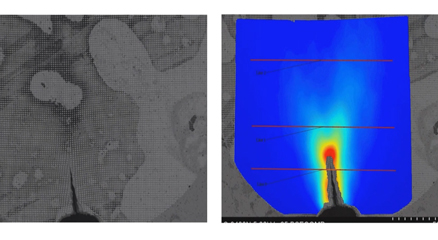
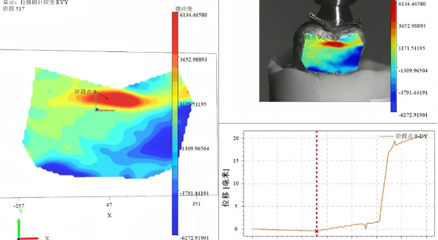
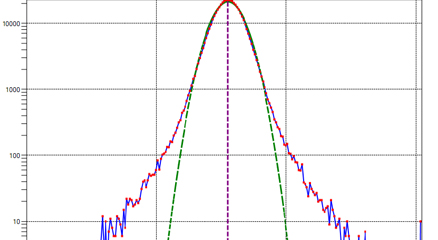
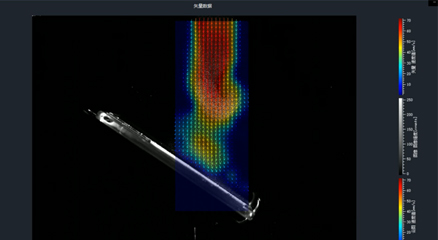
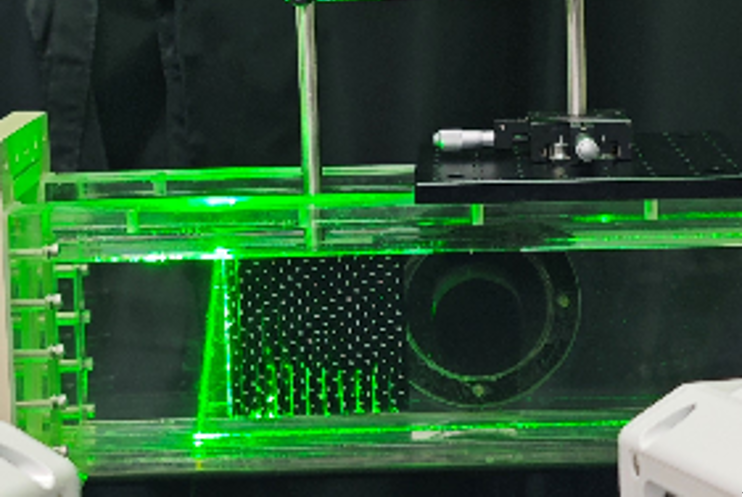
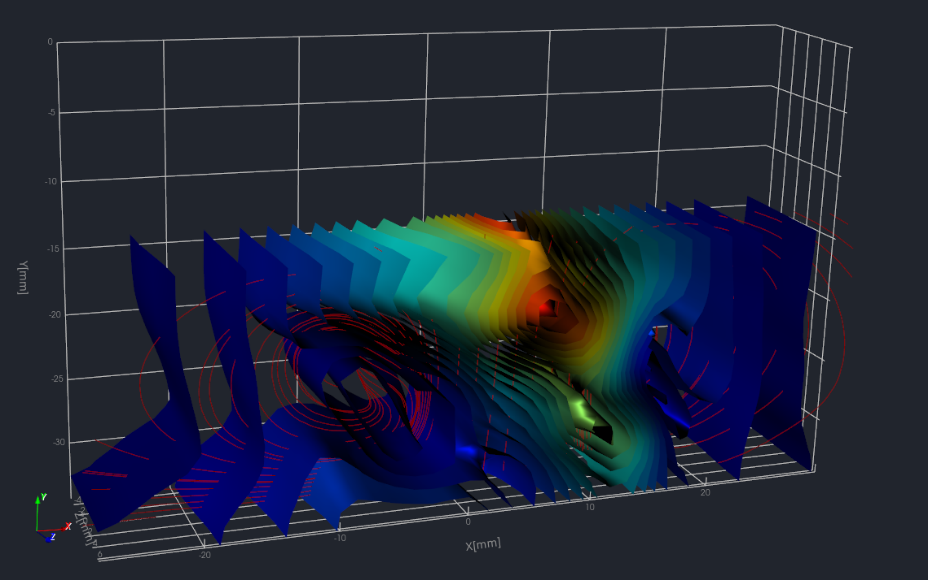
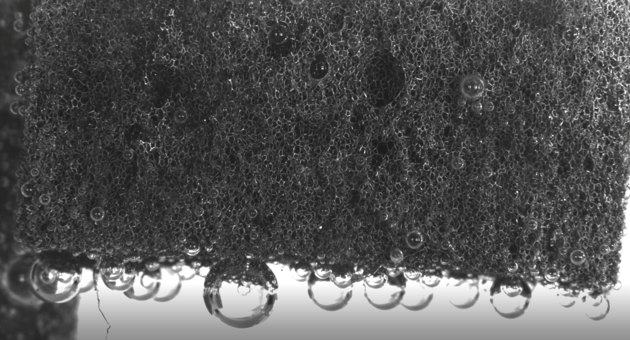
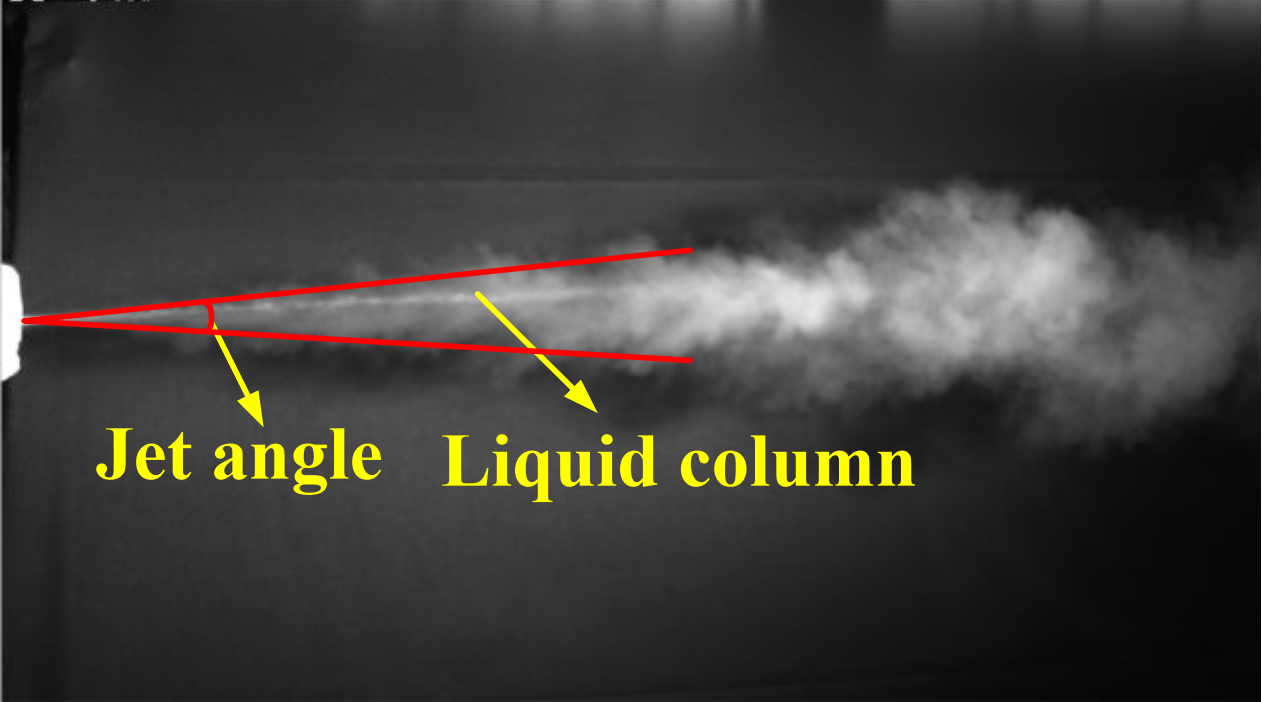
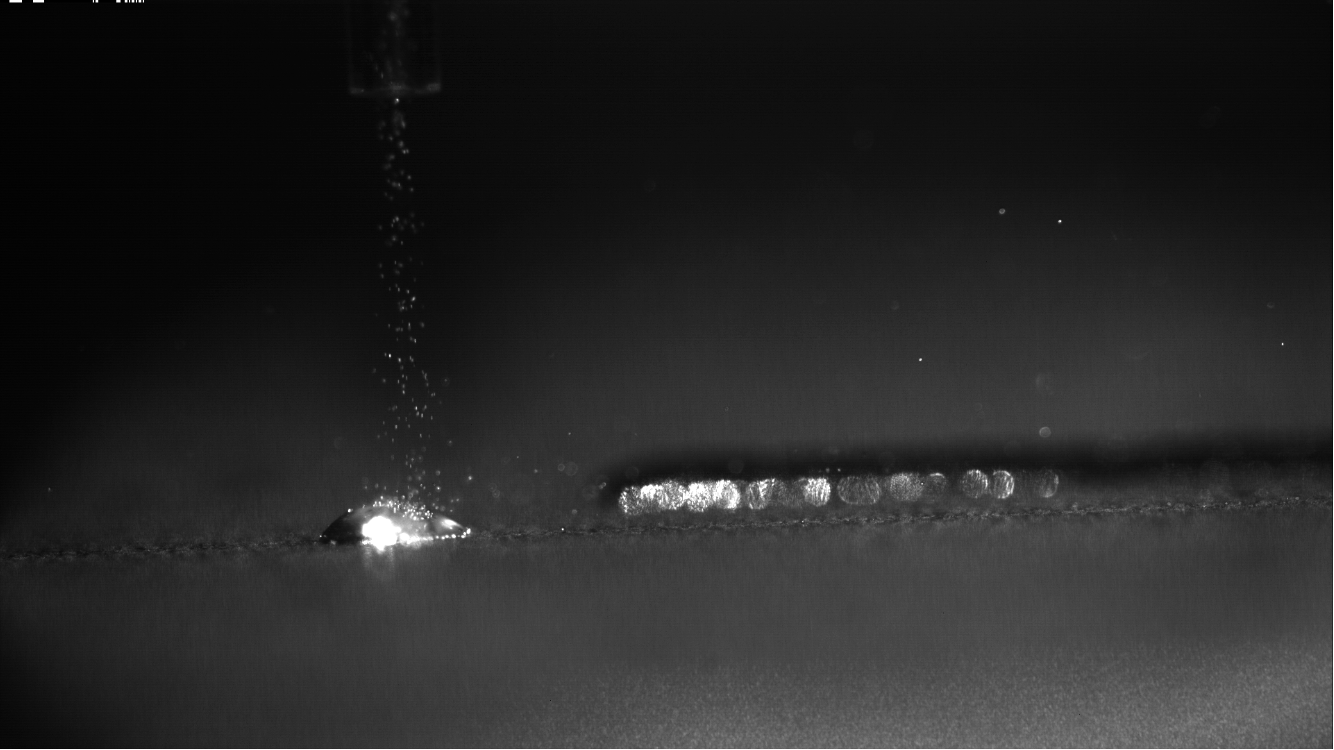
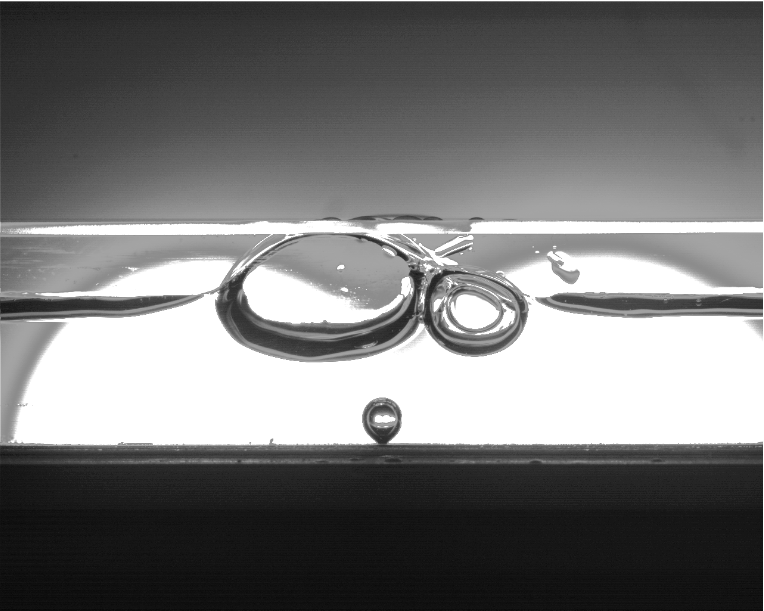
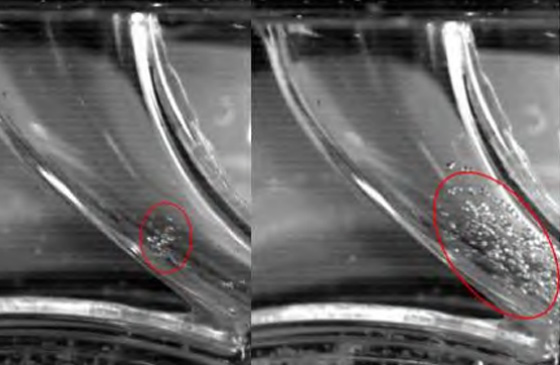
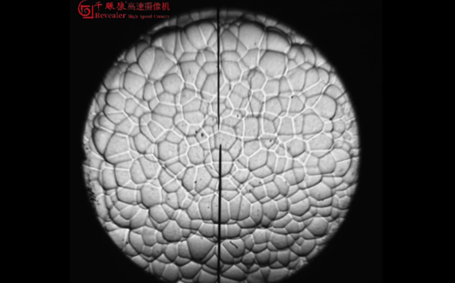
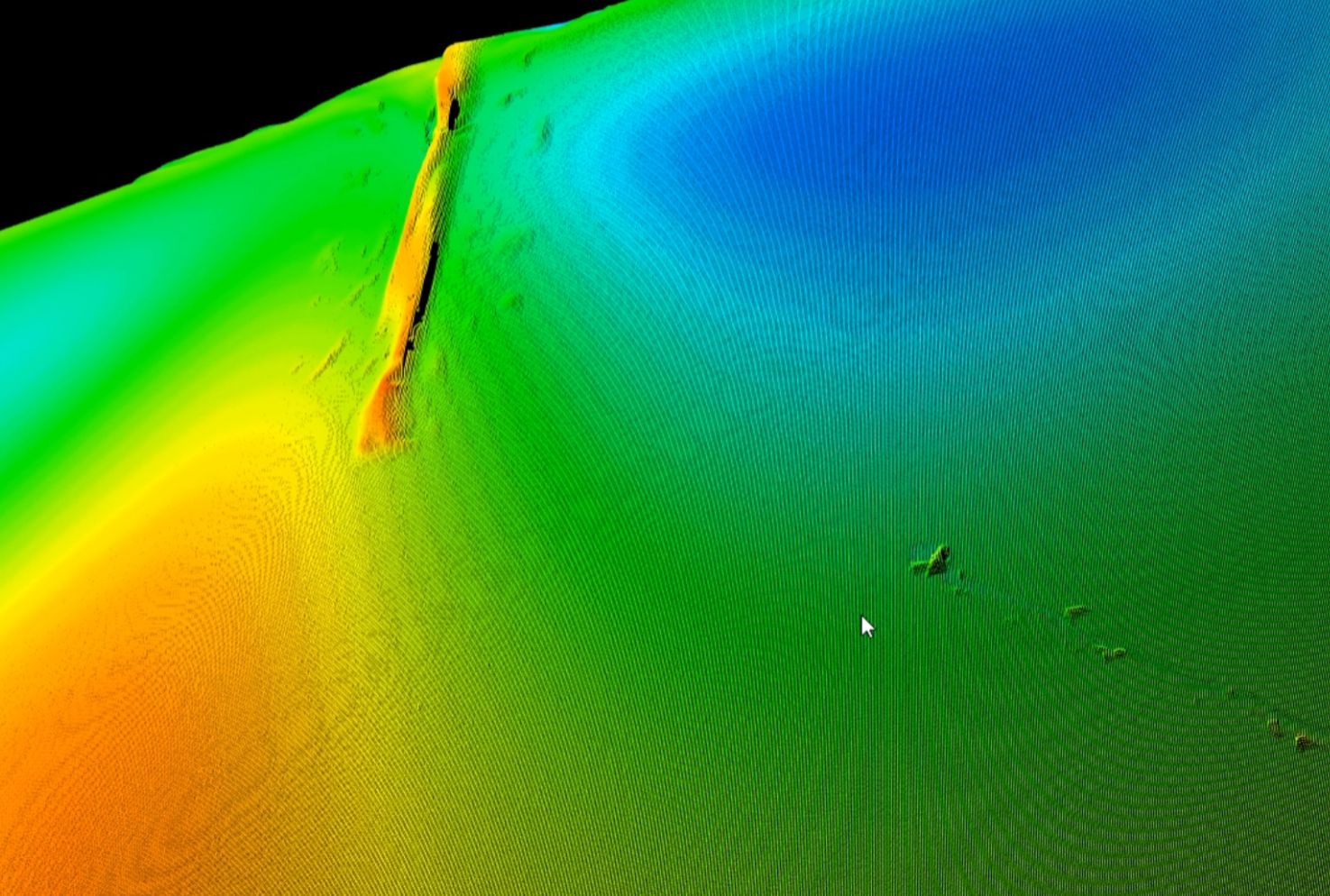
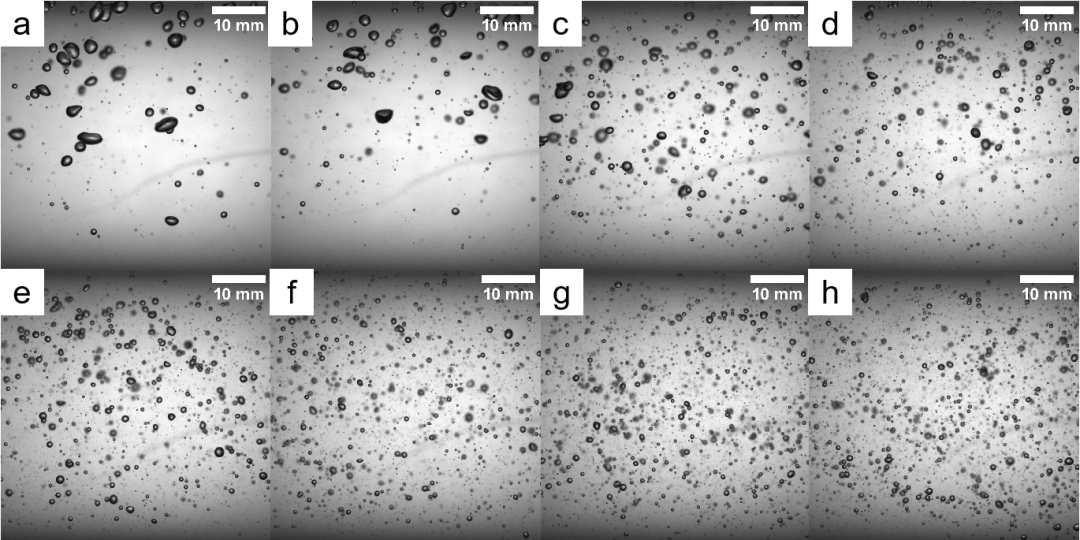
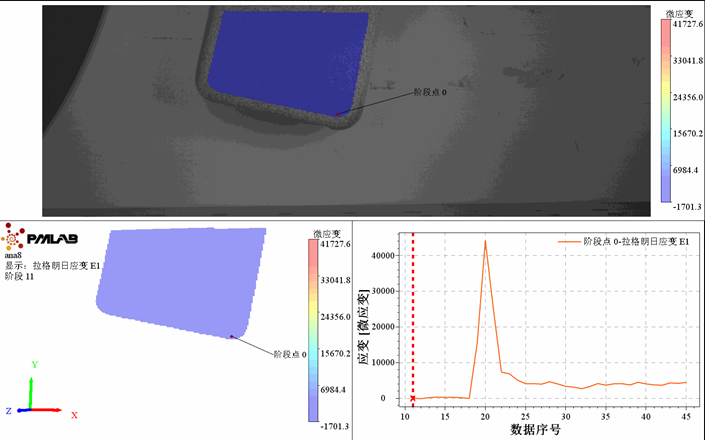
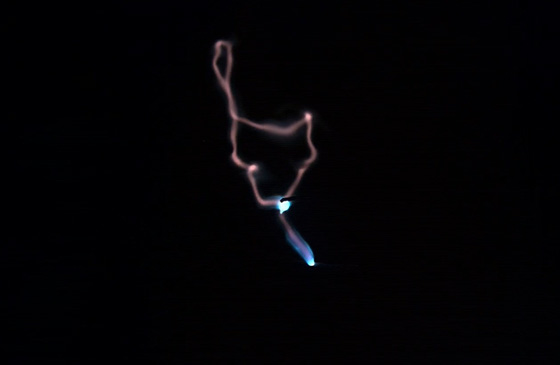
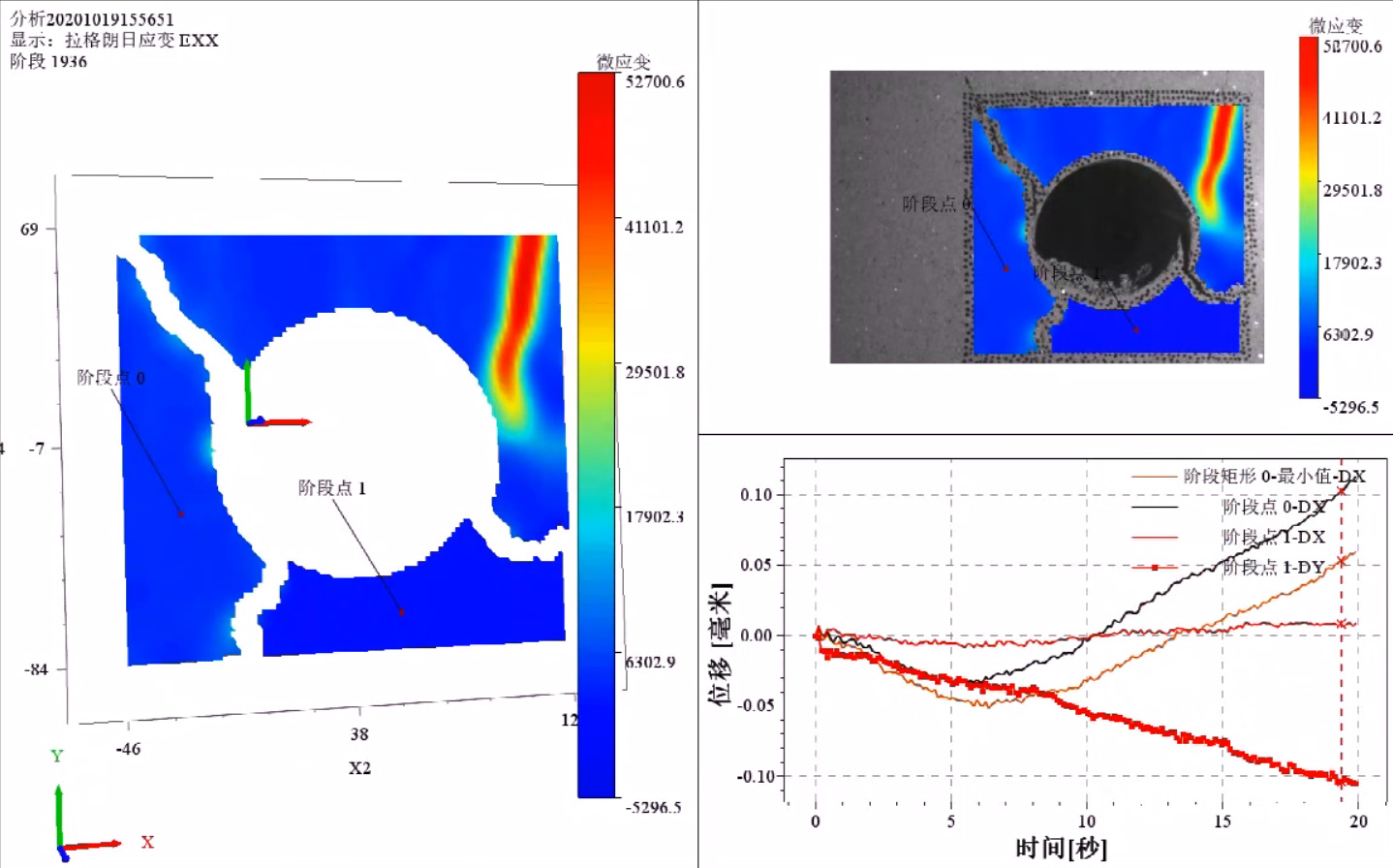
电弧起始阶段(0~0.2ms):焊接电流通过引脚间隙时,极高的电场强度促使引脚周围气体分子发生电离,释放出自由电子与离子。自由电子进一步与气体分子碰撞发生链式电离反应,气体瞬间转变为等离子态物质,形成明亮的等离子柱,但体积较小且集中在引脚尖端附近(见下图)。

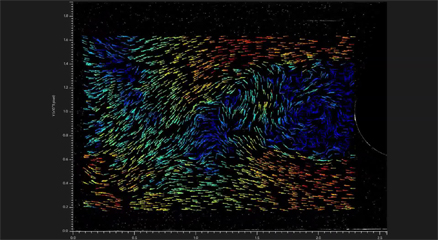
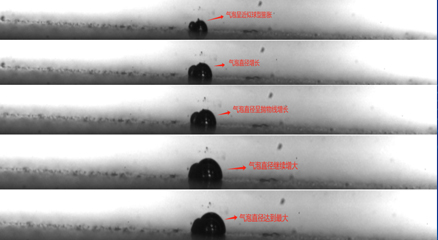
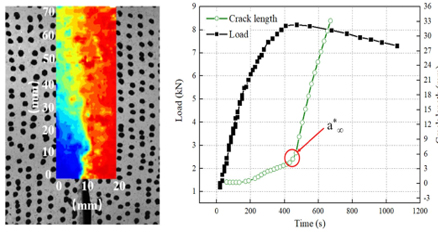
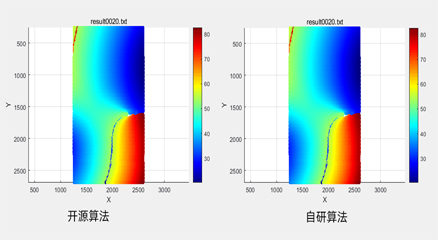
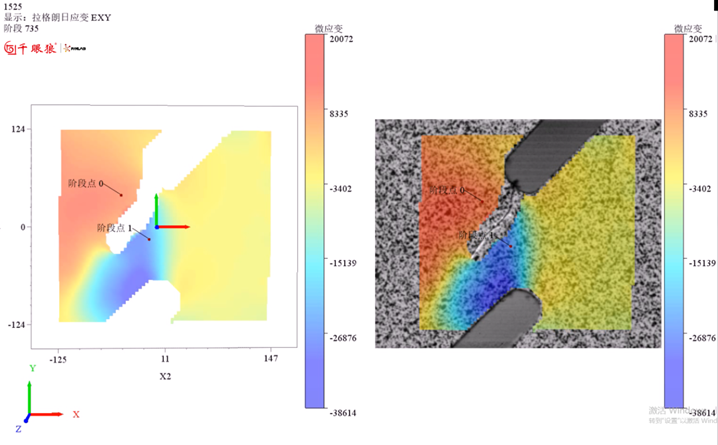
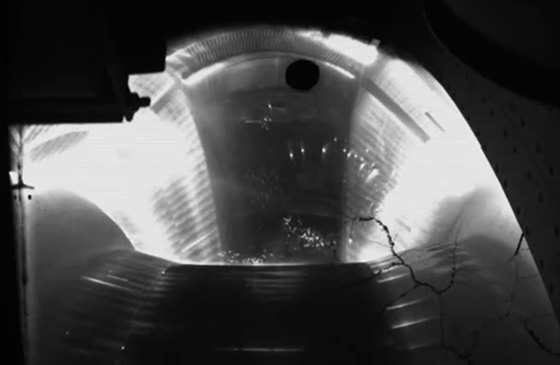
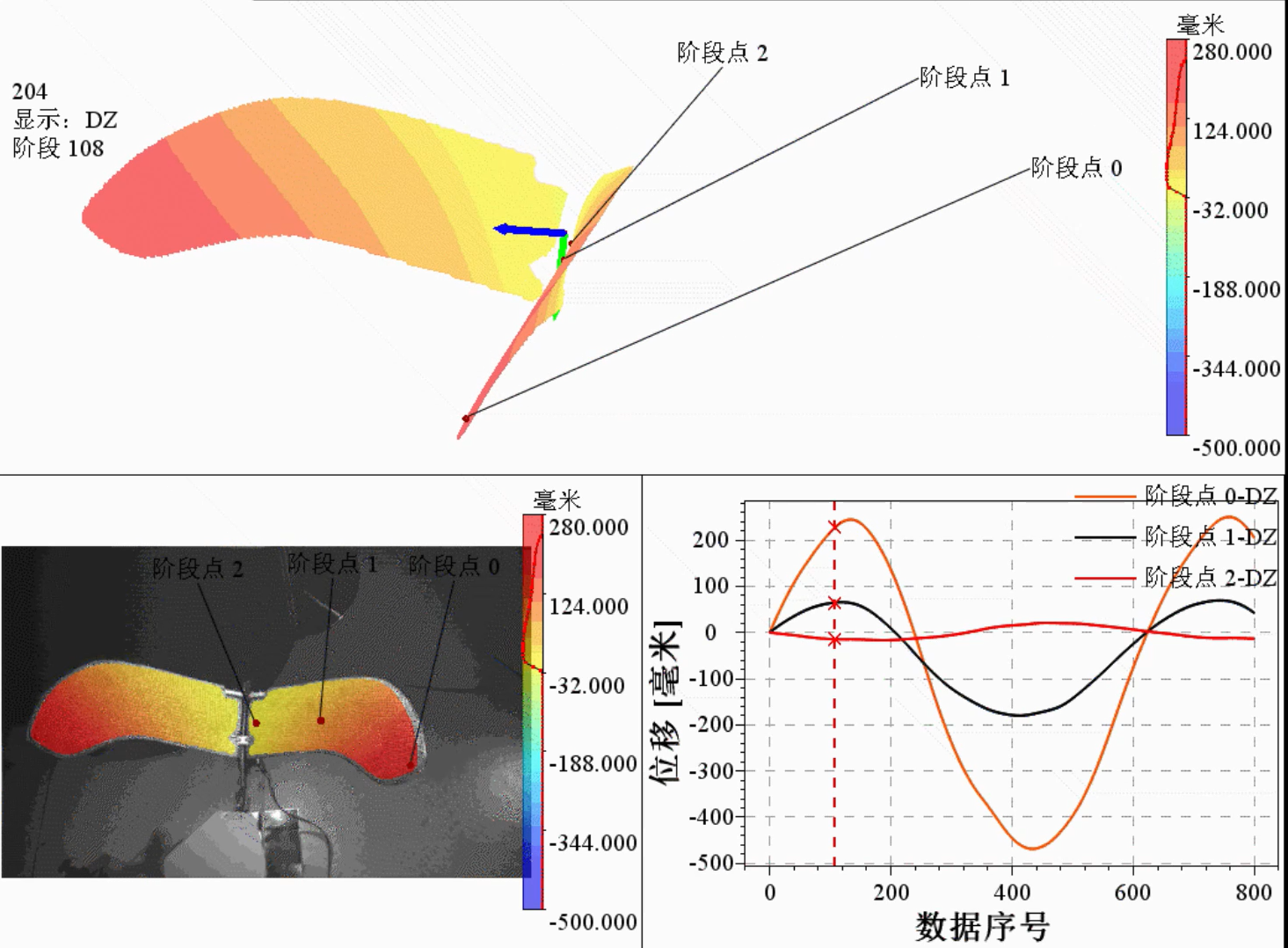
稳定燃烧阶段(0.2~0.8ms):随着能量持续输入,等离子迅速向外扩张,形态由细长状演变为球状或蘑菇状。在电磁力热碰撞力等因素影响下,等离子柱内部能量分布不均匀,内部离子和电子发生定向迁移,进一步加剧形态跳动与扩散(见下图)。

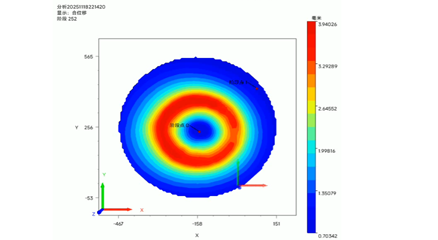
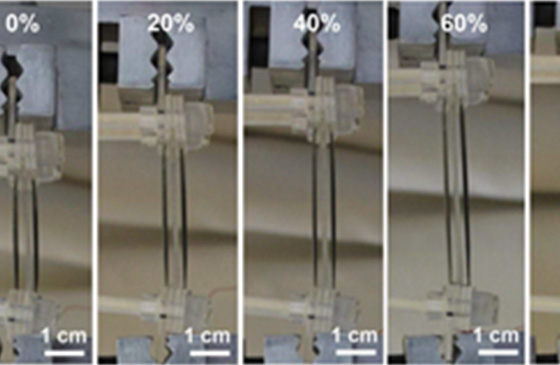
衰减熄灭阶段(0.8~1.2ms):当焊接电流逐渐减小,等离子柱能量降低,内部离子与电子复合反应速率加快,部分区域回到中性气体状态,等离子柱在表面张力与气体阻力作用下,逐渐向电极间隙收缩,逐步消失,焊接过程结束(见下图)。

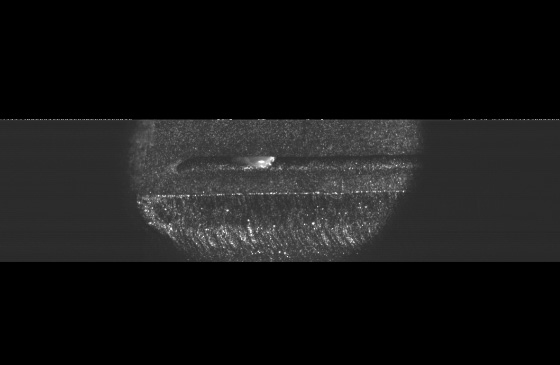
✦实验结论✦
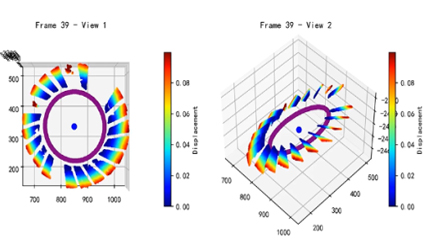
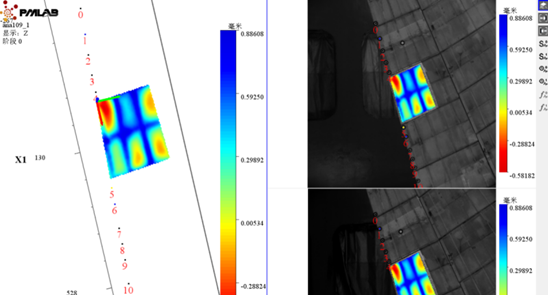
本次实验利用千眼狼超高速摄像机NEO 25细致捕捉到整个引脚焊接中的电弧放电过程,量化了电弧的时空分布特征和不稳定性,为提升焊接质量、推动精密电机制造工艺进步提供可视化的图像依据。
电话:400-859-1866
邮箱:sales@agiledevice.com
地址:安徽省合肥市包河富煌新视觉大厦

微信公众号

官方抖音



























































































 400-859-1866
400-859-1866